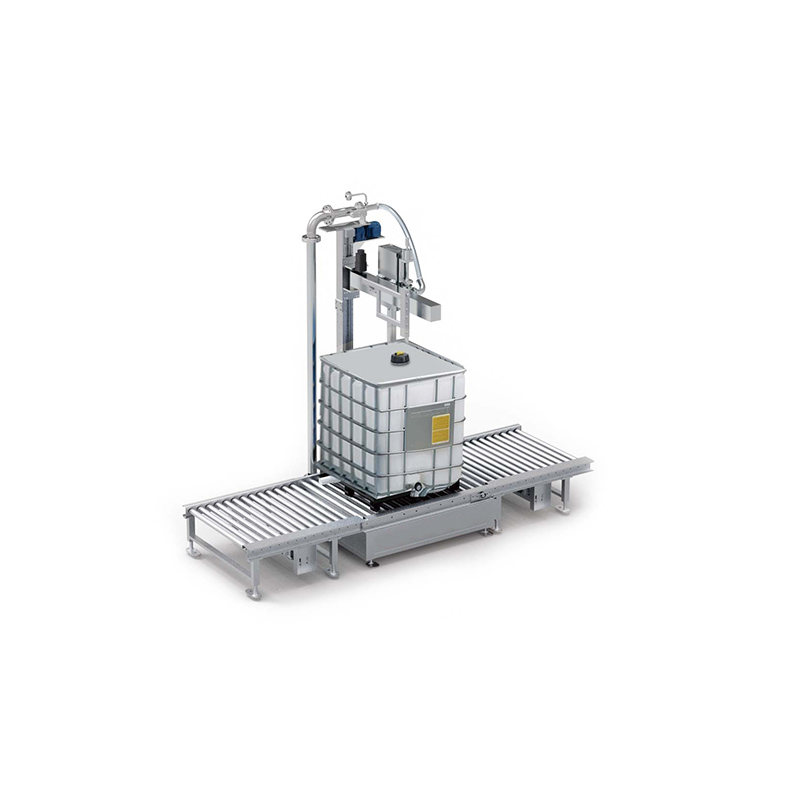
化工自动灌装机 自动计量灌装机技术特点 控制器集称重、显示、通讯、单速、双速定值控制、自动检桶、自动提枪、自动下枪、自动推桶、撞桶保护于一体,适用于粮油、食品、化工等需要毛重或净重定量灌装的行业。
3灌装操作说明
控制器在灌装状态下能够自动控制快加料、慢加料,自动检桶、自动升降枪、自动推桶的全部灌装过程。灌装工作有三种模式:
1、F3.40=1且F9.21=F9.22=0,按启停开关一次进行灌装一次(简称单次手动灌装方式);
2、F3.40=1且F9.21>0和F9.22>0,灌装启动后(先启停开关一次)运行指示灯亮,检测桶重符合设置要求后,自动启动灌装,并按设置的批次数进行循环灌装(简称自动灌装方式);
3、F3.40=0,灌装启动后(先启停开关一次)运行指示灯亮,人工放桶后再按下降开关启动灌装,并按设置的批次数进行循环灌装(简称多次手动灌装方式)。
灌装称重示意图如下:
单次手动灌装方式
1、参数F3.40=1(灌装模式)、F9.21=0(桶重上限值)、F9.22=0(桶重下限值)
2、按启停开关一次进行灌装一次。具体灌装步骤参见自动灌装步骤2~9。
自动灌装方式
参数F3.40=1、F9.21>0(桶重上限值)、F9.22>=0(桶重下限值),在停止状态下,启停开关信号有效时,控制器进入自动灌装过程,此时运行继电器输出有效,运行指示灯亮。 具体灌装步骤如下:
-
控制器首先检测秤台重量,当秤台重量介于桶重上限值(参数F9.21)和下限值(参数F9.22)之间后,控制器启动灌装过程。
-
控制器启动定时器t1(F3.0参数,启动延时),t1 延时到后,如F3.42=1是净重灌装,控制器自动去皮(F3.42=0,是毛重灌装不进行去皮),下降继电器输出闭合,灌装枪下降,同时启动定时器t2(F3.1参数,下降延时),在下降过程中秤毛重大于撞桶重量,控制器进行灌枪撞桶保护,t2 延时到后,控制器开始快速加料。
-
控制器进行快加料,如参数F2.2=1,快、慢加继电器闭合(如参数F2.2=0,仅快加继电器闭合),开始快速加料过程, 同时控制器启动定时器t3(F3.20参数,快加禁止比较时间)。在t3 时间内,控制器不对当前秤斗内的重量进行判别(以避免误判),在t3 延时后,当料斗中的物料重量≥ 目标值-快加提前量时,快加继电器断开,进入慢速加料过程,
-
开始慢速加料,同时控制器启动定时器t4(F3.21,慢加禁止比较时间参数)。在t4 时间内,控制器不对当前秤斗内的重量进行判别(以避免误判),t4 延时到后,控制器将实时检测秤台重量。当物料重量≥目标值-落差提前量时,慢加继电器断开,停止加料过程。
-
加料结束后,控制器启动定时器t5(F3.30,落料稳定参数),此时下显示窗显示“------”表示等待落料稳定,定时结束后,如参数F2.40=1,则进行超差检测。如加料重量超差,控制器进行超差暂停,下显示窗显示E06,等待人工解除信号输入(按控制器“设置/内码”按键可解除超差)。如参数F2.40=0,直接进入步骤7。
-
如F2.4>0(允许误差)且t6>0(F3.31,点动加料时间),在步骤4结束后,如加料重量小于加料目标值且超差,控制器自动启动点动加料,点动加料开时间是t6,点动加料关闭时间是2*t5,点动加料直到加料重量满足要求为止。
-
落料稳定延时后,如参数F2.50=1,进行提前量自动调整。如参数F2.50=0,控制器根据外控调整开关输入是否有效,来判断是否进行提前量调整。
-
如参数F3.41=0,推桶继电器闭合,并启动定时器t7(F3.32,推桶继电器输出时间),t7定时时间到,推桶继电器断开。如参数F3.41=1,下显示窗显示”FFFF”,等待推桶开关信号输入,当推桶开关有效时,推桶继电器闭合,并启动定时器t7,t7定时时间到,推桶继电器断开。
-
控制器判断当前净重是否低于零区值(F3.60,零区重量参数),此时下显示窗显示“------”表示等待秤台重量回零,低于零区值控制器自动回毛重,同时启动定时器t8(F3.61,回零延时时间), t8定时时间到,如需要自动置零,控制器进行自动置零,此时完成一次灌装过程,然后按配方设置的批次数自动循环进入下一次灌装过程(已灌装次数<批次数)或停止灌装过程(已灌装次数=批次数)。
 扫一扫,手机浏览
扫一扫,手机浏览