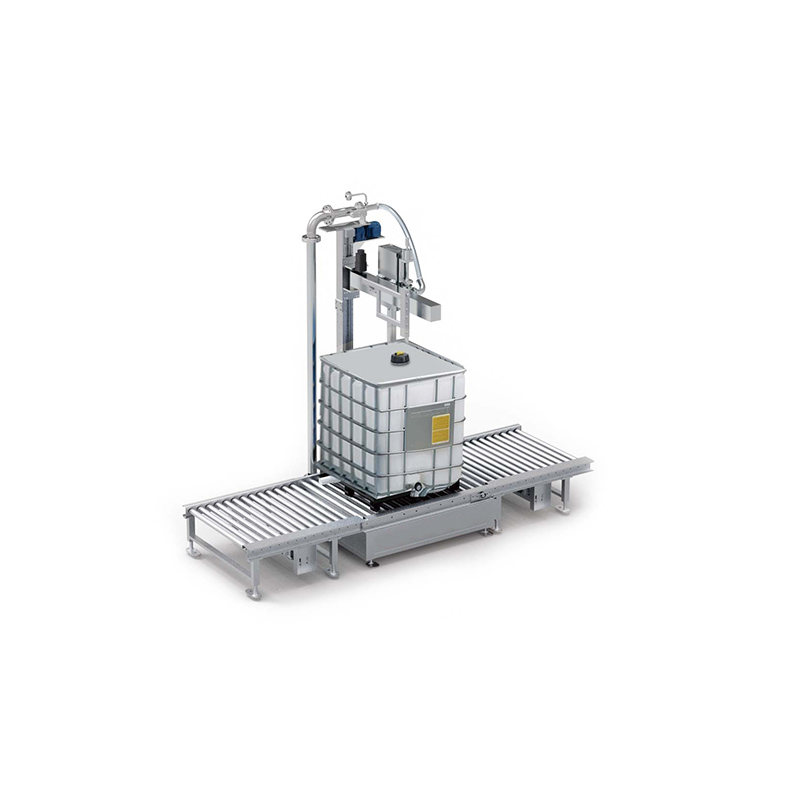
称重灌装机调整操作静态配料模式适用于无连续配料要求的现场,这些现场对配料的时间要求不高,可按批次进行配料,批间允许存在一定的时间间隔,如高炉槽下上料前后两批时间间隔为3~5min,每批料由多种物料组成,物料所占比率根据工艺要求在一段时间内相对固定,对单批料的组成比例要求并不严格,只要在较多批中物料组成比例能达到工艺要求即可。
静态配料模式下,各种物料分别贮放在不同料仓,料仓给料一般采用电振给料、螺旋给料或星形给料等形式。计量一般采用计量仓,并配装有压式或拉式重力传感器进行力电信号转换,信号经二次称重仪表放大处理后接入PLC或DCS等来完成计量。在一些对时间要求宽的应用场合,可以采用一个计量小车进行统一计量,计量小车沿轨道运行,依次定位到各料仓下按比例进行物料配加,各种物料的配加量采用减差法计算。亦有采用单一固定计量仓方式的,各料仓以环状分布在一个计量仓周围,各物料的计量亦采用减差法,物料自溜槽或皮带输送机依次按比例配加到计量仓。
分别计量和减差法计量之间各有优缺点。分别计量可以根据每次所加料的重量、体积来设计合适的计量仓和计量仪表,可以提高计量的准确性,尤其是对小比例物料,但计量仓与计量设备成倍增加,成本较高。减差法计量采用一个计量仓或计量小车,计量设备投资少,同时由于采用同一计量称重设备,无论计量误差如何,但都可以保证物料按比例配加,但对于小比例物料配加难以保证其准确性。
 扫一扫,手机浏览
扫一扫,手机浏览