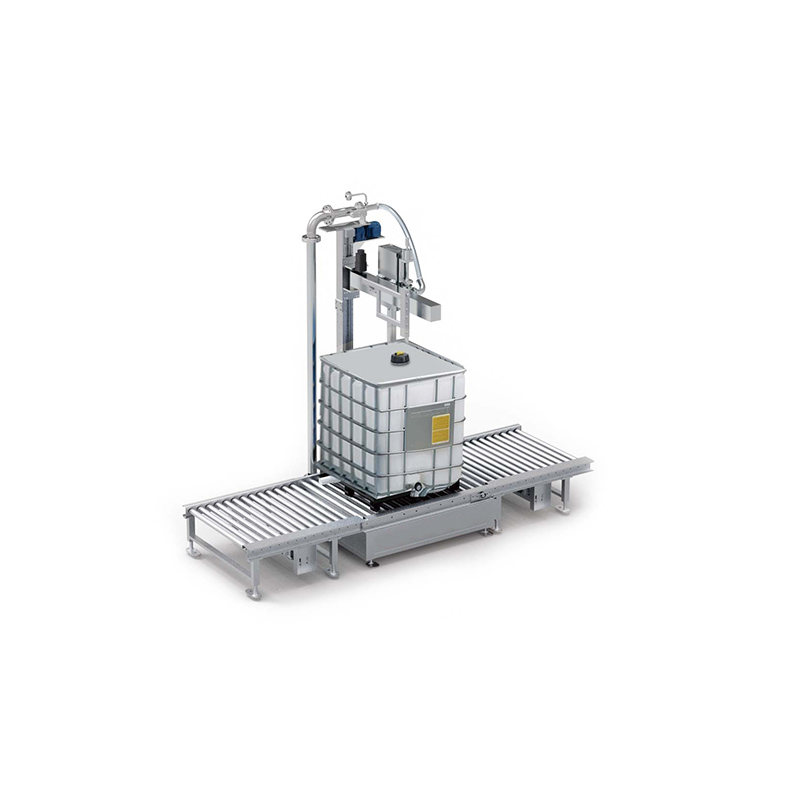
真石漆灌装机变化的特性
6.3.6.4防止灌装容器在输送链上翻倒,否则可能出现异常情况,导致不能正常工作或自动停机。
6.3.6.5空杯运行。将数个灌装容器至于输送链上,启动机器,使机器处于全自动工作状态,仔细观察每一道程序的动作情况是否正常。直至整个工作程序正确无误后方能进入正式灌装工作。注意:在空杯运行过程中有异常情况发生,立即按下急停开关。
6.3.7机器灌液。
6.3.7.1打开设备总电源,整机进入全自动状态。
6.3.7.2打开储料箱的进料阀门给储料箱充液。
6.3.7.3定量预调。触摸屏进入主菜单,点动调量菜单,出现调量对话框。设定预置信号数值(灌装量)。
6.3.7.4定量微调。按照预置灌装量进行灌装几次,如果某些灌装容器的灌装量不相等,在使用微调螺钉进行微调,直至每个灌装容器的灌装量相等。
6.3.7.5定量调整。根据实际灌装量与预置灌装量之间的误 差数值,利用调量对话框进行调整。直至实际灌装量与所需灌装量完全相同。(注:触摸屏上的定量调节数值可能与实际灌装量有一定的误差,所需灌装量还应该根据实际灌装量来调整)。
6.3.7.6根据液体的起泡情况和灌装时冲击力的大小来决定灌装速度
6.3.9.1手工在输送线上放容器,松开调节手柄,调整两边拉杆,使容器口中心连线与压盖、旋盖头中心连线上下重合,固定调节手柄,使容器在栏杆中间处于不紧不松的状态(注意:太紧会影响容器的供送,太松会形成压盖、旋盖头失误)。
根据容器大小来调节阻拦装置位置适当及光眼位置,本机所带压盖头气缸的压力是根据一般用户塑料容吕的承力计算而定的,若用户遇到室温低,塑料盖硬,难以压入时,可采用将瓶盖加温至20-40度即解决问题。
 扫一扫,手机浏览
扫一扫,手机浏览